





اجزای اصلی اتوماسیون صنعتی و شبکههای ارتباطی
1. اجزای اصلی سیستم اتوماسیون صنعتی
هر سیستم اتوماسیون صنعتی، از چهار جزء کلیدی تشکیل میشود:
1.1 – حسگرها (Sensors)
حسگرها اولین حلقه از زنجیره اتوماسیون هستند. آنها پارامترهای فیزیکی مانند دما، فشار، سطح، جریان سیال، موقعیت، سرعت و ارتعاش را اندازهگیری کرده و اطلاعات را به سیستم کنترلی ارسال میکنند.
 انواع حسگرها:
انواع حسگرها:
سنسور دما: RTD، ترموکوپل، NTC
سنسور فشار: Piezoelectric، Strain gauge
سنسور سطح: راداری، اولتراسونیک، شناور
سنسور موقعیت: انکدرها، Proximity Sensor
1.2 – کنترلرها (Controllers)
کنترلرها هسته تصمیمگیرنده در اتوماسیون هستند. پس از دریافت اطلاعات از حسگرها، آنها را پردازش کرده و طبق برنامه تعریفشده، خروجی مناسب به عملگرها ارسال میکنند.
مهمترین کنترلرهای صنعتی:
PLC (Programmable Logic Controller)
PAC (Programmable Automation Controller)
DCS (Distributed Control System)
PID Controllers
در بخش بعد به تفصیل درباره PLCها توضیح خواهیم داد.
1.3 – عملگرها (Actuators)
عملگرها خروجی سیستم را فیزیکی میکنند. به زبان ساده، آنها «دستور» کنترلر را به «عمل» تبدیل میکنند.
انواع رایج عملگرها:
شیرهای برقی (Solenoid Valves)
موتورهای الکتریکی (AC/DC)
درایوهای کنترل دور موتور (VFD/Servo)
دمپرها، جکهای پنوماتیک و هیدرولیک
1.4 – رابط کاربر و مانیتورینگ (HMI/SCADA)
سیستمهای مانیتورینگ به اپراتورها اجازه میدهند تا فرآیند را مشاهده، کنترل و تنظیم کنند.
HMI (Human Machine Interface):
نمایشگر گرافیکی متصل به PLC با قابلیت تعامل ساده و آنی
SCADA (Supervisory Control and Data Acquisition):
سیستمهای گسترده نرمافزاری با توانایی مانیتورینگ و کنترل از راه دور، ثبت داده، ارسال هشدار و گزارشگیری
2. شبکههای ارتباطی صنعتی (Industrial Communication)
در سیستمهای اتوماسیون صنعتی، اجزای مختلف باید بتوانند با سرعت بالا، قابل اطمینان و مقاوم در برابر نویز با یکدیگر ارتباط برقرار کنند. این وظیفه به عهده شبکههای صنعتی است.
2.1 – انواع پروتکلهای ارتباطی
MODBUS: رایجترین پروتکل ارتباطی باز، ساده و انعطافپذیر PROFIBUS/PROFINET: استانداردهای زیمنس برای ارتباط صنعتی Ethernet/IP: مبتنی بر شبکههای TCP/IP با پشتیبانی از تجهیزات Allen Bradley CANopen: مناسب برای تجهیزات خودکار و سیستمهای متحرک DeviceNet، EtherCAT، AS-i، IO-Link و …
2.2 – بسترهای ارتباطی
کابلی (Wired):
کابلهای صنعتی Shielded با کانکتورهای خاص برای مقاومت در برابر نویز و لرزش
بیسیم (Wireless):
برای کاربردهایی که کابلکشی ممکن نیست (مانند تجهیزات متحرک یا مناطق خطرناک)
2.3 – توپولوژیهای رایج شبکه
Bus: تمام تجهیزات روی یک خط مشترک (MODBUS RTU)
Ring: افزایش قابلیت اطمینان با مسیرهای پشتیبان (PROFINET Ring)
Star: رایج در شبکههای Ethernet
Mesh: ارتباطات چندگانه برای مسیر جایگزین
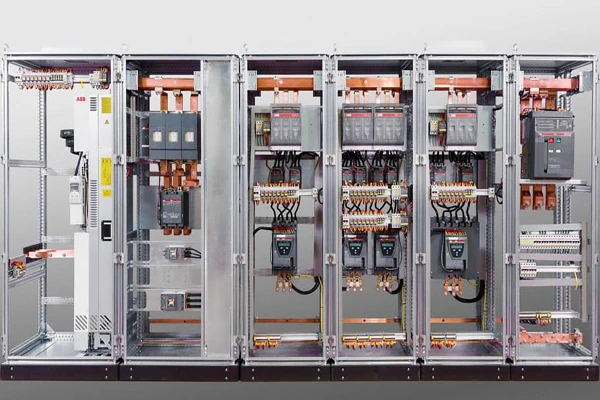
3. تابلوهای برق و کنترل در اتوماسیون
تمام اجزای اتوماسیون نیاز به نصب، حفاظت و سیمکشی دقیق دارند. این وظیفه درون تابلوهای برق صنعتی انجام میشود.
3.1 – تابلو برق PLC
محل نصب PLC، ماژولهای I/O، منابع تغذیه، ترمینالها و تجهیزات حفاظتی
طراحی بر اساس اصول تهویه، فاصله بین قطعات، دسترسی آسان برای سرویس
3.2 – تابلو برق درایو
مخصوص درایوهای فرکانس متغیر (VFD)، با رعایت نکات EMC، تهویه و فیلترهای ضدنویز
3.3 – تابلو برق ابزار دقیق
جمعآوری سیگنالهای آنالوگ/دیجیتال از سنسورها، با دقت بالا و ایزولاسیون مناسب
در بخش بعدی، به صورت کامل به طراحی و ساخت تابلوهای کنترلی PLC میپردازیم.
سیستمهای کنترلی PLC – اصول، طراحی و کاربردها
1. PLC چیست؟
PLC یا Programmable Logic Controller، نوعی کامپیوتر صنعتی است که برای کنترل فرآیندهای الکتریکی و مکانیکی طراحی شده است. PLCها در برابر شرایط سخت محیطی (دمای بالا، گرد و غبار، نویز الکترومغناطیسی) مقاوم هستند و وظایف آنها شامل دریافت داده از سنسورها، تصمیمگیری بر اساس منطق برنامهنویسی شده، و صدور فرمان به عملگرها است.
2. اجزای اصلی یک PLC
| جزء | توضیح |
|---|---|
| CPU (واحد پردازش مرکزی) | مغز PLC که تمام محاسبات و تصمیمگیریها را انجام میدهد |
| Memory (حافظه) | ذخیرهسازی برنامه، دادهها و وضعیت I/O |
| I/O Modules | رابط میان PLC و تجهیزات فیلد؛ شامل ورودی دیجیتال، ورودی آنالوگ، خروجی دیجیتال، خروجی آنالوگ |
| Power Supply | تغذیه الکتریکی PLC |
| Communication Ports | پورتهای ارتباطی (RS232, Ethernet, Modbus, Profibus) برای اتصال به سایر تجهیزات |
3. مزایای استفاده از PLC در اتوماسیون صنعتی
پایداری بالا قابلیت گسترش آسان تشخیص خطا و عیبیابی سریع قابل برنامهنویسی برای تغییرات در فرآیند سازگار با اکثر تجهیزات اتوماسیون صنعتی
4. زبانهای برنامهنویسی PLC (بر اساس استاندارد IEC 61131-3)
| زبان | توضیح | موارد استفاده |
|---|---|---|
| Ladder Diagram (LD) | زبان شبیه نقشه برق رلهای | رایجترین زبان، مناسب برای برقکاران و تکنسینها |
| Function Block Diagram (FBD) | گرافیکی، بر پایه بلوکهای منطقی | مناسب برای کنترلهای آنالوگ و PID |
| Structured Text (ST) | مشابه زبانهای C/Pascal | برای الگوریتمهای پیچیده |
| Instruction List (IL) | زبان متنی سطح پایین (منسوخشده) | – |
| Sequential Function Chart (SFC) | مدلسازی حالتها و توالی فرآیند | در پروژههای DCS و ماشینآلات پیوسته |
5. مراحل طراحی یک سیستم کنترلی با PLC
5.1 – تعریف نیازمندیها
-
مشخص کردن تعداد ورودیها و خروجیها
-
نوع سیگنالها (دیجیتال یا آنالوگ)
-
سرعت پاسخدهی موردنیاز
-
قابلیت ارتباط با تجهیزات دیگر
5.2 – انتخاب PLC مناسب
-
برندهایی مثل Siemens، Allen-Bradley، Schneider، Omron، Delta
-
توجه به: ظرفیت I/O، حافظه، سرعت پردازش، ماژولهای افزایشی، پورتهای شبکه
5.3 – طراحی و تهیه نقشه تابلو PLC
-
استفاده از نرمافزارهایی مثل EPLAN یا AutoCAD Electrical
-
در نظر گرفتن استانداردهای فاصله، تهویه، حفاظت و سیمکشی منظم
5.4 – برنامهنویسی
-
با استفاده از نرمافزارهای اختصاصی برند (مثلاً TIA Portal برای Siemens، GX Works برای Mitsubishi)
-
تعریف توالی عملکرد، شرایط هشدار و ایمنی، تنظیم پارامترهای PID (در صورت نیاز)
5.5 – شبیهسازی و تست نرمافزار
-
بررسی عملکرد بدون اتصال به تجهیزات واقعی
-
رفع باگ و بهینهسازی منطق
5.6 – نصب و راهاندازی نهایی
-
بارگذاری برنامه روی PLC
-
تست عملیاتی با تجهیزات واقعی
-
ثبت لاگ عملکرد و آموزش به اپراتورها
6. مثالهای کاربردی PLC در صنایع
صنایع غذایی
-
کنترل دمای اتاقهای سرد
-
مانیتورینگ سیستمهای بستهبندی اتوماتیک
-
ردیابی محصولات روی خط تولید
صنایع نفت و گاز
-
کنترل ایستگاههای پمپاژ و شیرهای برقی
-
تشخیص نشتی و هشدارهای اضطراری
-
ارتباط با SCADA برای مانیتورینگ راه دور
صنایع فولاد و ذوبآهن
-
کنترل کورهها و دما
-
مانیتورینگ مصرف انرژی
-
هماهنگی بین ماشینآلات سنگین
ساختمانهای هوشمند
-
کنترل تهویه، روشنایی، آسانسور، پمپهای آب
-
یکپارچهسازی با سیستمهای BMS و HMI
تصفیهخانههای آب و فاضلاب
-
اتوماسیون پمپها و شیرهای ورودی/خروجی
-
پایش کیفیت آب (pH، دما، کدورت)
7. تفاوت PLC با DCS و SCADA
| سیستم | مقیاس | تمرکز | نوع کاربرد |
|---|---|---|---|
| PLC | محلی | کنترل منطقی | ماشینآلات مستقل |
| DCS | وسیع | فرآیند پیوسته | پتروشیمی، داروسازی |
| SCADA | بسیار وسیع | مانیتورینگ و کنترل راه دور | شبکه توزیع برق، خطوط لوله |
ابزار دقیق در سیستمهای اتوماسیون صنعتی
1. ابزار دقیق چیست؟
ابزار دقیق شامل مجموعهای از تجهیزات است که برای اندازهگیری، نمایش، ثبت، و کنترل کمیتهای فیزیکی در فرآیندهای صنعتی مورد استفاده قرار میگیرند. این کمیتها میتوانند شامل فشار، دما، فلو (جریان)، سطح، pH، هدایت الکتریکی، و … باشند.
هدف ابزار دقیق:
افزایش دقت کنترل فرآیندها
کاهش خطاهای انسانی
تضمین کیفیت محصول
افزایش ایمنی و بهرهوری
2. اجزای اصلی یک سیستم ابزار دقیق
| جزء | توضیح |
|---|---|
| Sensor (حسگر) | تبدیل کمیت فیزیکی به سیگنال اولیه |
| Transmitter (ترانسمیتر) | تقویت و تبدیل سیگنال حسگر به سیگنال استاندارد صنعتی (مانند 4-20mA یا Modbus) |
| Controller (کنترلر) | دریافت سیگنال، مقایسه با مقدار مطلوب، و صدور فرمان |
| Actuator (عملگر) | اجرای فرمان؛ مثلاً باز و بسته کردن شیر |
| Indicator / Recorder | نمایش و ثبت پارامترها برای پایش مستمر |
| I.S Barrier or Isolator | ایمنی ذاتی در مناطق خطرناک (Zone 0, Zone 1) |
3. سیگنالهای رایج در ابزار دقیق
| نوع سیگنال | محدوده | توضیح |
|---|---|---|
| آنالوگ جریان | 4-20 mA | متداولترین، مقاوم در برابر نویز |
| آنالوگ ولتاژ | 0-10 V | در برخی کاربردهای داخلی |
| دیجیتال | ON/OFF یا Modbus, Profibus, HART | برای ارتباط دقیق و چند پارامتری |
نکته: استاندارد 4-20 میلیآمپر اجازه میدهد خطا در حلقه کنترل (مثل قطعی سیم) سریع تشخیص داده شود چون مقدار صفر میلیآمپر غیرمجاز است.
4. طبقهبندی تجهیزات ابزار دقیق بر اساس کمیت قابل اندازهگیری
فشار (Pressure)
ابزار: Pressure Transmitter, Differential Pressure (DP) Transmitter
کاربرد: بویلرها، خطوط انتقال سیالات، فیلترها
دما (Temperature)
ابزار: RTD، ترموکوپل، Temperature Transmitter
کاربرد: کورهها، چیلرها، سیستمهای HVAC
جریان (Flow)
ابزار: Magnetic Flowmeter، Ultrasonic، Orifice Plate
کاربرد: پالایشگاهها، تصفیهخانهها، صنعت غذایی
سطح (Level)
ابزار: Radar Level Transmitter، Ultrasonic، Float Switch
کاربرد: مخازن ذخیرهسازی، سیلوها، مواد شیمیایی
آنالیز شیمیایی
ابزار: pH Meter، Conductivity Transmitter، Dissolved Oxygen
کاربرد: داروسازی، تصفیه آب، صنایع غذایی
5. استانداردهای مهم ابزار دقیق
| استاندارد | موضوع | نهاد صادرکننده |
|---|---|---|
| ISA-5.1 | نمادگذاری ابزار دقیق در نقشهها | ISA (International Society of Automation) |
| IEC 60529 | کلاس حفاظتی IP تجهیزات | IEC |
| IEC 61010 | ایمنی الکتریکی ابزار دقیق | IEC |
| ANSI/ISA-20 | مستندات و دیاگرامها | ANSI/ISA |
| ATEX / IECEx | تجهیزات مناطق انفجاری | اروپا / بینالمللی |
6. نصب و نگهداری ابزار دقیق
6.1 – اصول نصب
رعایت جهت نصب سنسورها و ارتفاع مرجع
حفاظت در برابر ارتعاش و ضربه
رعایت فاصله از منابع حرارتی یا مغناطیسی
استفاده از گلند ضد انفجار در محیطهای Zone
6.2 – کالیبراسیون
فرآیند تطبیق و تنظیم دقت اندازهگیری با یک مرجع استاندارد
ابزارهای کالیبراسیون: هارت کالیبراتور، Loop Calibrator، Signal Generator
دفعات کالیبراسیون: بسته به نوع فرآیند، حساسیت، شرایط محیطی
6.3 – عیبیابی و نگهداری
استفاده از دستگاههای تست سیگنال (Loop Tester)
تحلیل دادههای تاریخی و هشدارهای سیستم
تعویض یا تنظیم مجدد در صورت مشاهده Drift
7. ارتباط ابزار دقیق با PLC و سیستمهای کنترلی
| نوع اتصال | روش | پروتکل |
|---|---|---|
| ورودی آنالوگ | از ترانسمیتر به کارت AI PLC | 4-20mA یا 0-10V |
| خروجی آنالوگ | از PLC به عملگر | 4-20mA |
| دیجیتال | ON/OFF یا ارتباط سریال | Modbus RTU, HART, Profibus |
| شبکه صنعتی | در شبکههای بزرگ و هوشمند | EtherNet/IP، Profinet، CANopen |
اتصال ابزار دقیق به PLC نیاز به تطابق سطح سیگنال، پروتکل، و ایزولاسیون الکتریکی دارد.